
Credit by Dennis H.
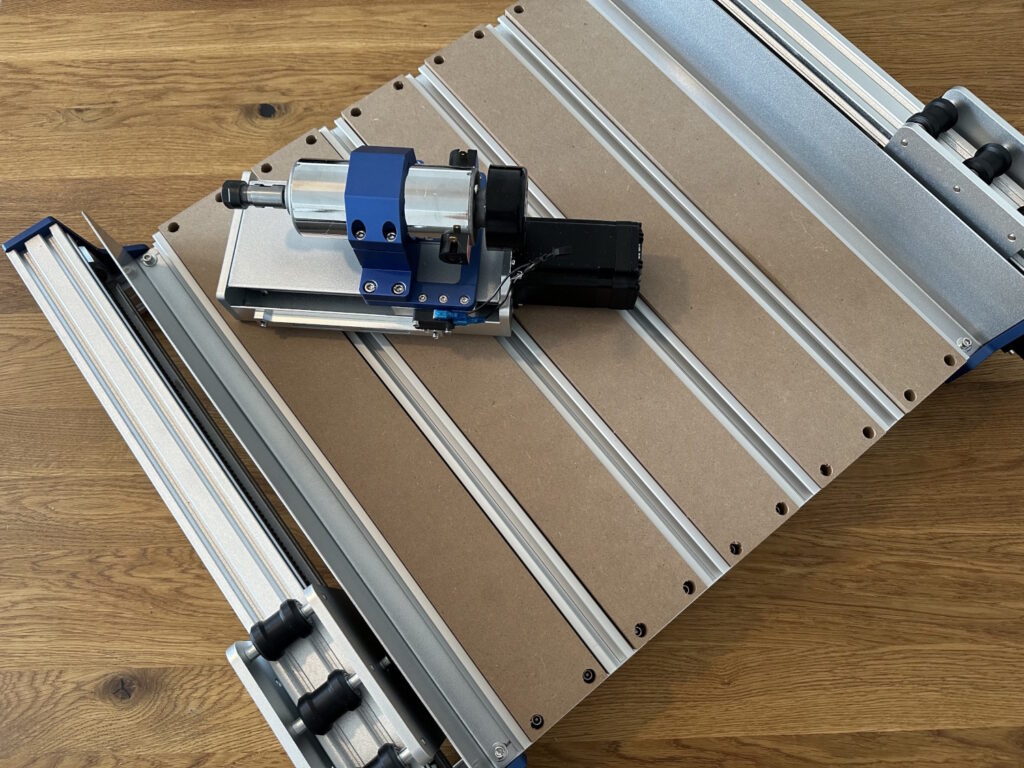
This time we can take a closer look at the PROVerXL 4030 CNC in the Improved V2. A recirculating ball spindle movement system and stepper motors with a closed control circuit make a hobby desktop milling machine sit up and take notice. The machine with 400 mm x 300 mm working area comes mostly pre-assembled, so that you can be ready for use in less than 1 hour.
Projects
In order to test the PROVerXL 4030 V2 in a wide variety of materials, I milled some projects from the net and my own creations in hardwood, aluminum and brass. The first excursion in metal was quickly found with an engine holder for a model airplane:
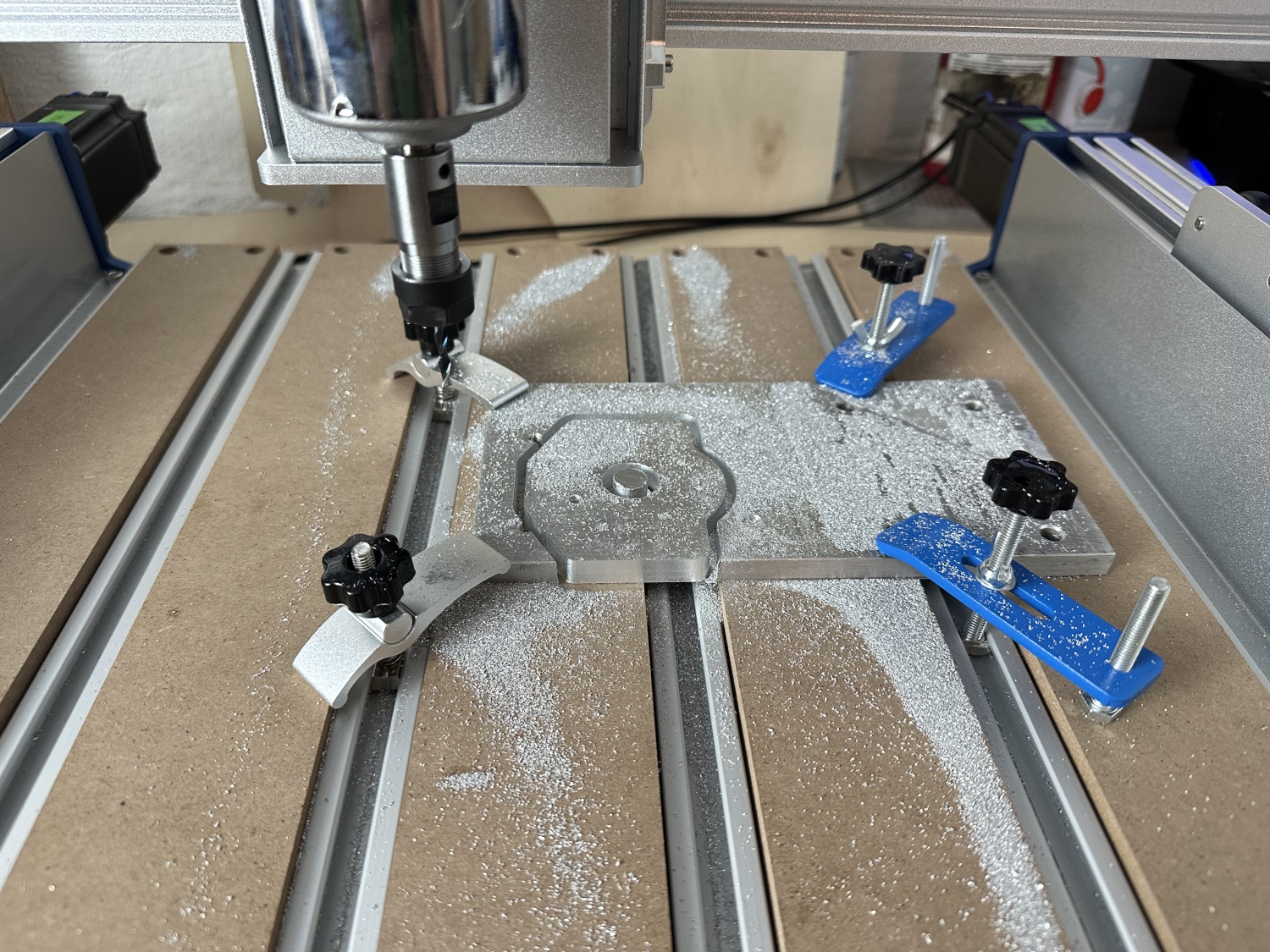

I can't say exactly which aluminum alloy it is at this point, something commercially available from the hardware store, probably AlMg3. The PROVerXL 4030 V2 milled a fast design consisting of contour and several holes, but with similarly unclean chatter marks on the edge as on the 3020 Pro Max (with the same milling cutter). The 0.2 mm infeed was used. Unfortunately, there was still a thread in the track in the remaining piece, which once took the milling cutter directly with too much feed – well, it happened. The noises generated when milling aluminium all sound like too much play or flexibility in the axes – probably due to the roller system. For the next test, I tightened them using the eccentric screws. However, the picture has not changed.
Hardwood
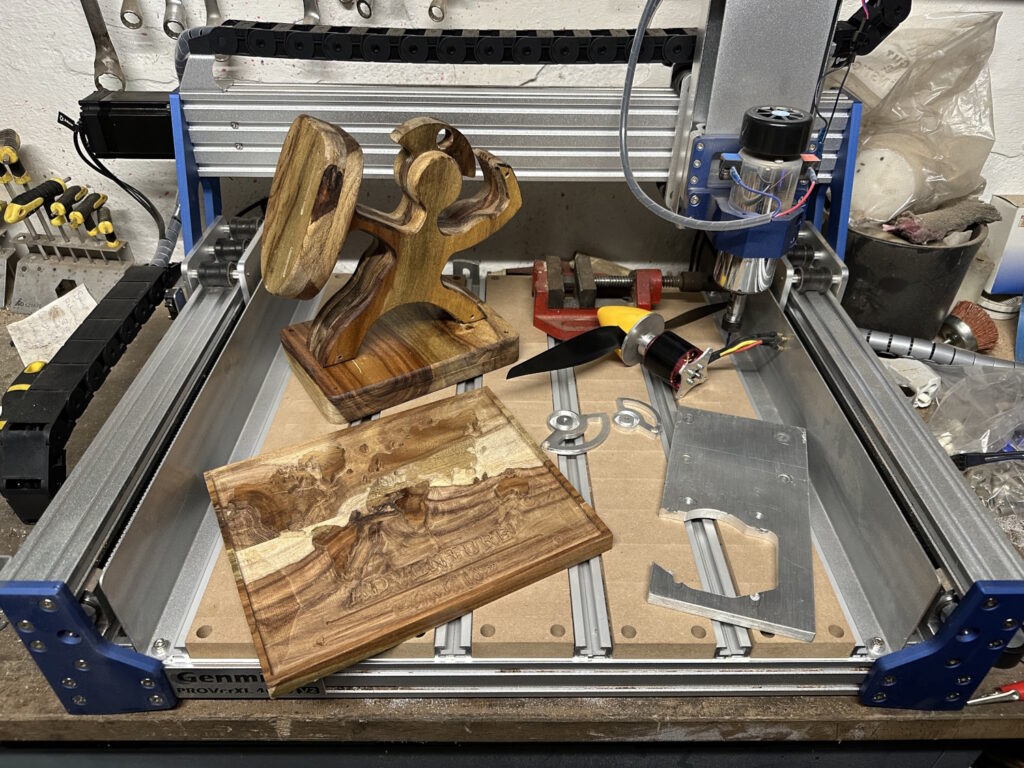
In order not to disturb the neighbors because of the noise in the basement, the switch to hardwood. At Instructables I came across the model by Christian Knüll. A knife block of a different kind, i.e. scaled to the size of the hardwood that was still lying around and pressed start:

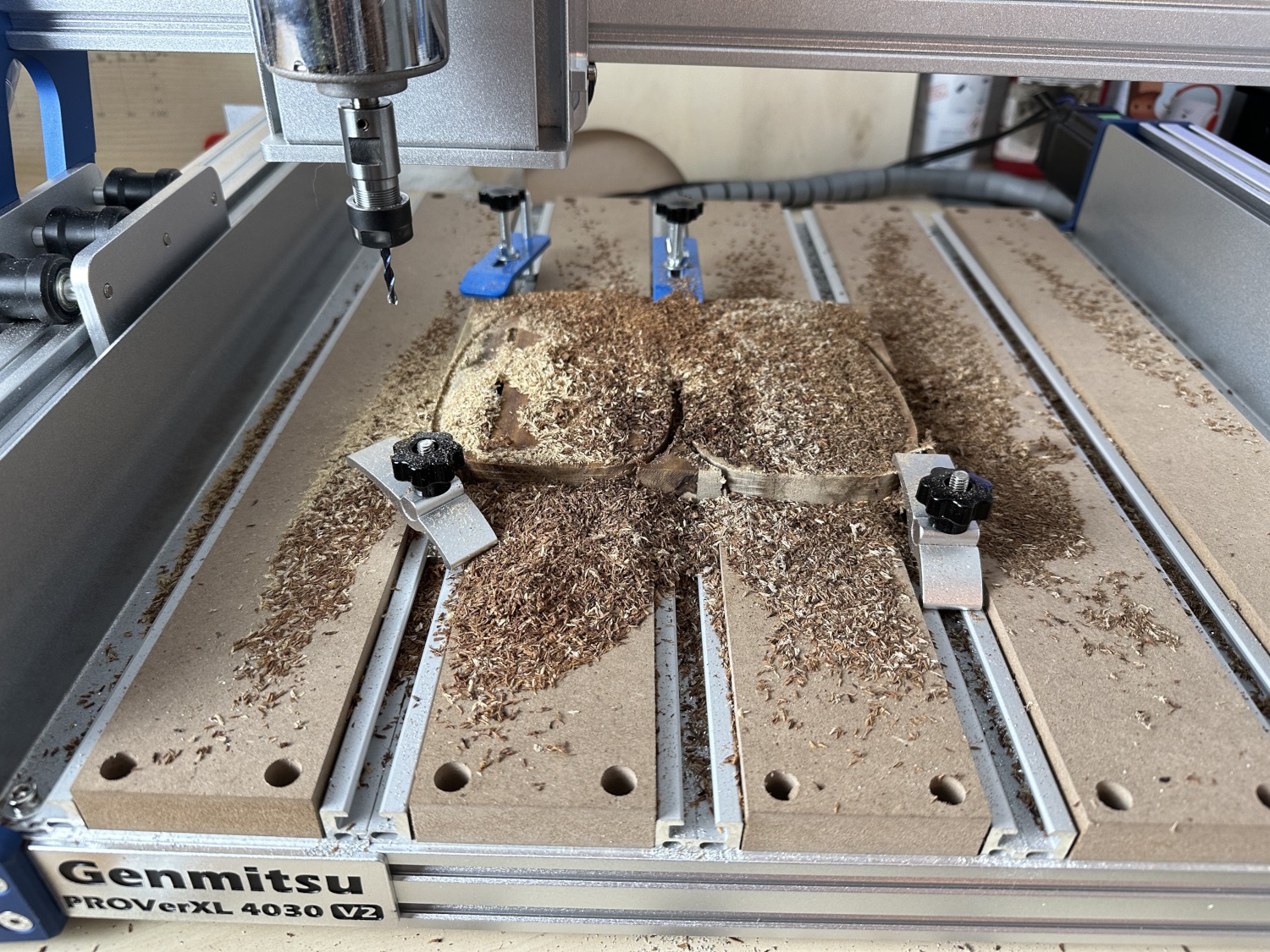
The model turned out really well. CAD CAM via Easel unfortunately did not allow a chamfer, so a short reworking with router and some sandpaper was necessary. Glued together and oiled, the end result looks like this:

Actually, there is a pull-off stick on the top of the arm, which is held in the comb by means of a magnet, but unfortunately our knife set did not have one. The chips look reasonable, the resulting noises, according to which you can actually determine well whether the cutting values fit, also made a confident impression. The PROVerXL 4030 V2 feels comfortable in hardwood and makes short work of such projects.

In any case, it looks very successful. Soon we will try out some projects in combination with the CAD CAM software Aspire and the PROVerXL 4030 V2. Then something like chamfers should also be able to be implemented directly using the CNC.
This world map was also made of the same wood. The file was available from Ashley Stillson at Easel. Hardwood is a breeze for the PROVerXL 4030 V2 though, the chips fly away and the result is really great. Feed rate here was 2500 mm/min. Both in the roughing and in the finishing process. All that's missing is some blue epoxy as water.


7075 T6 Aluminum
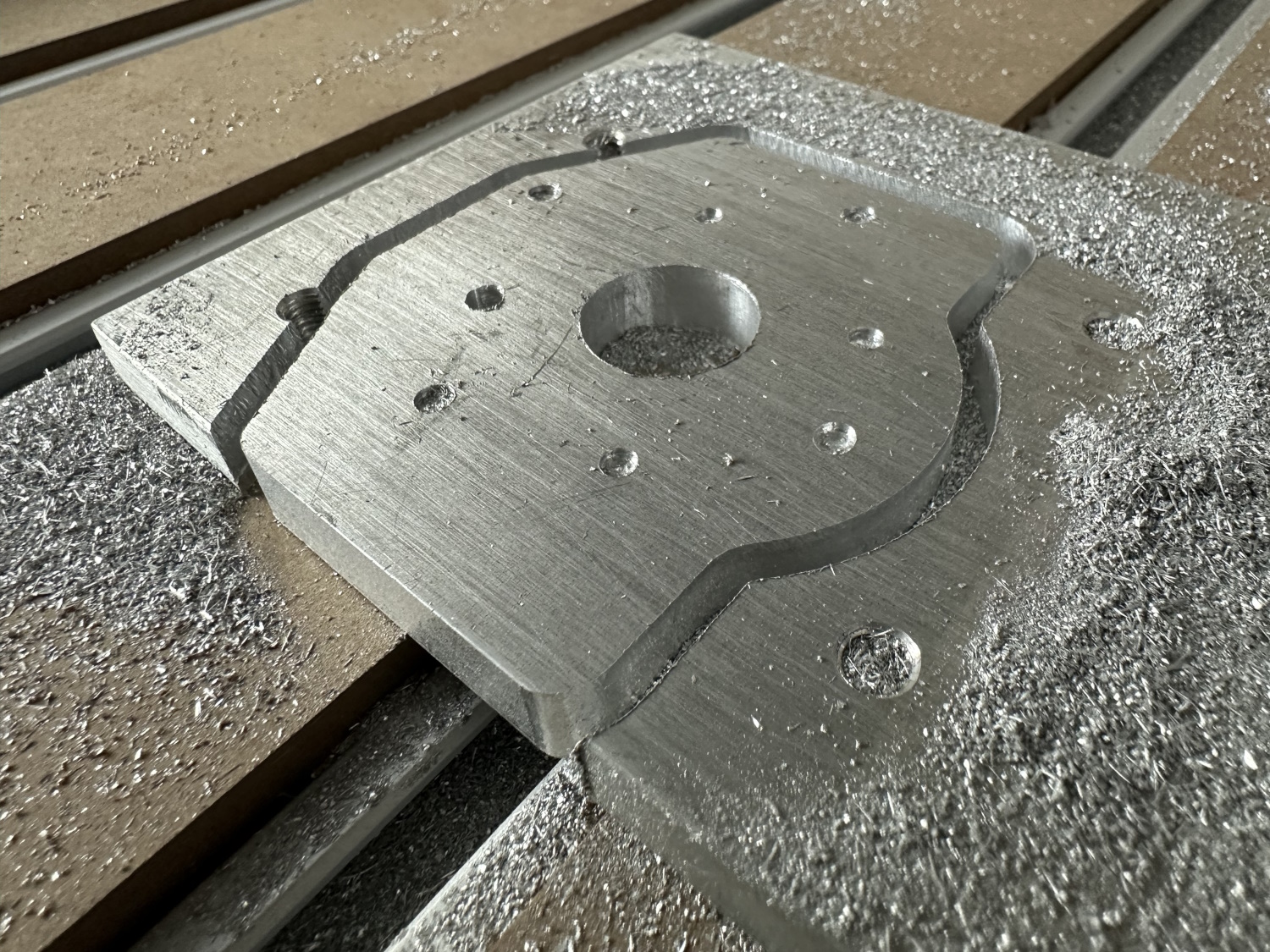
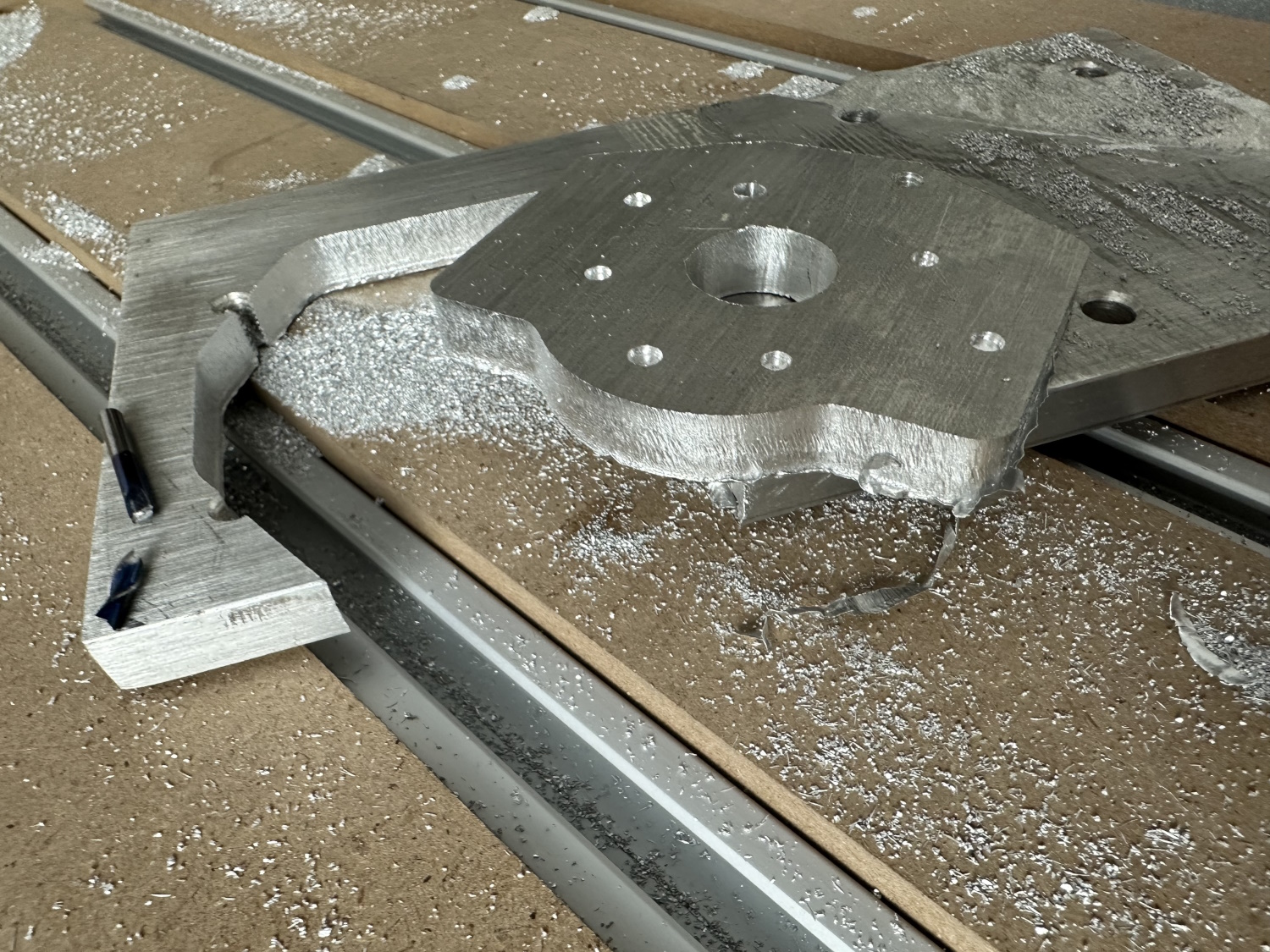
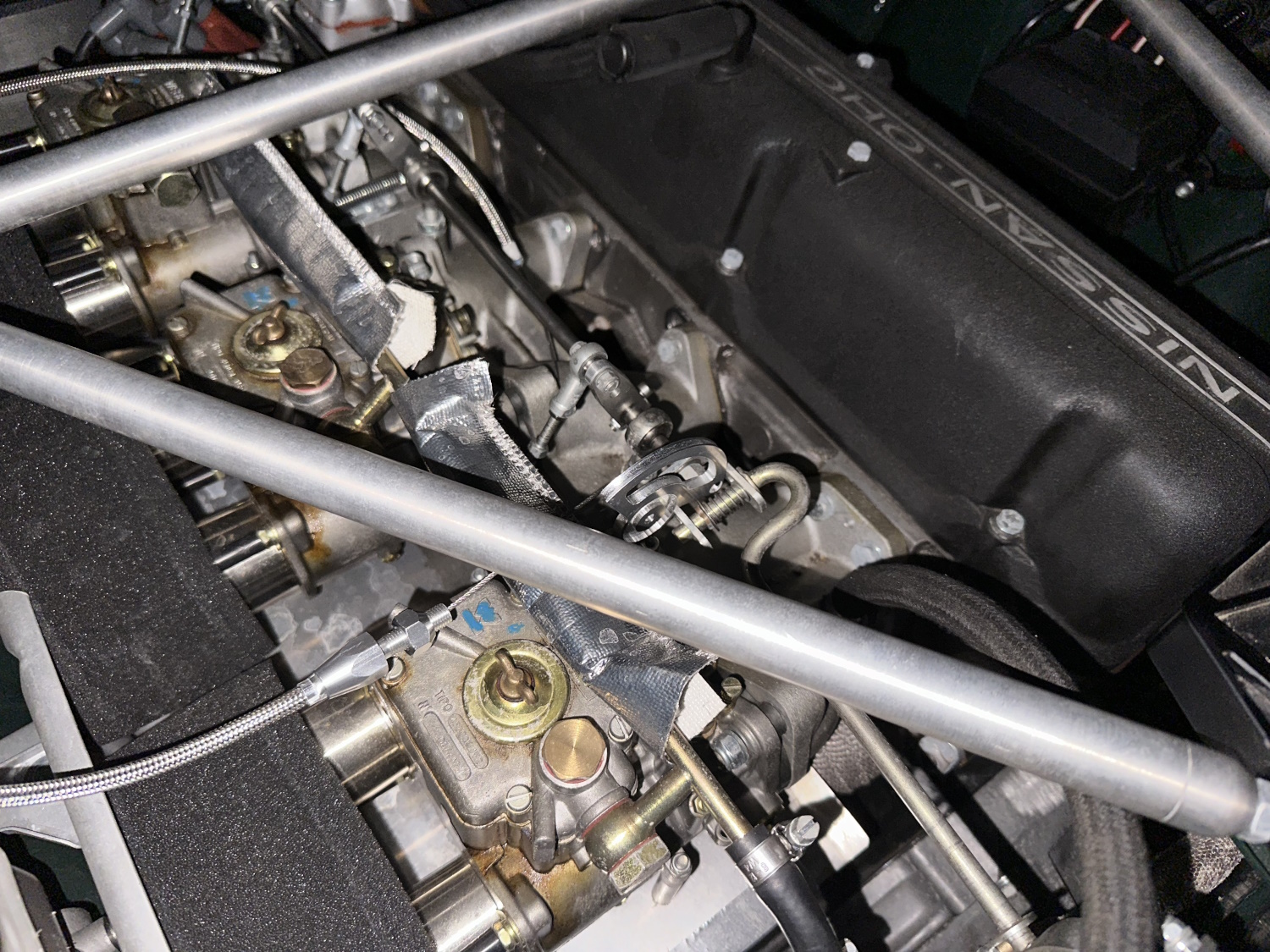
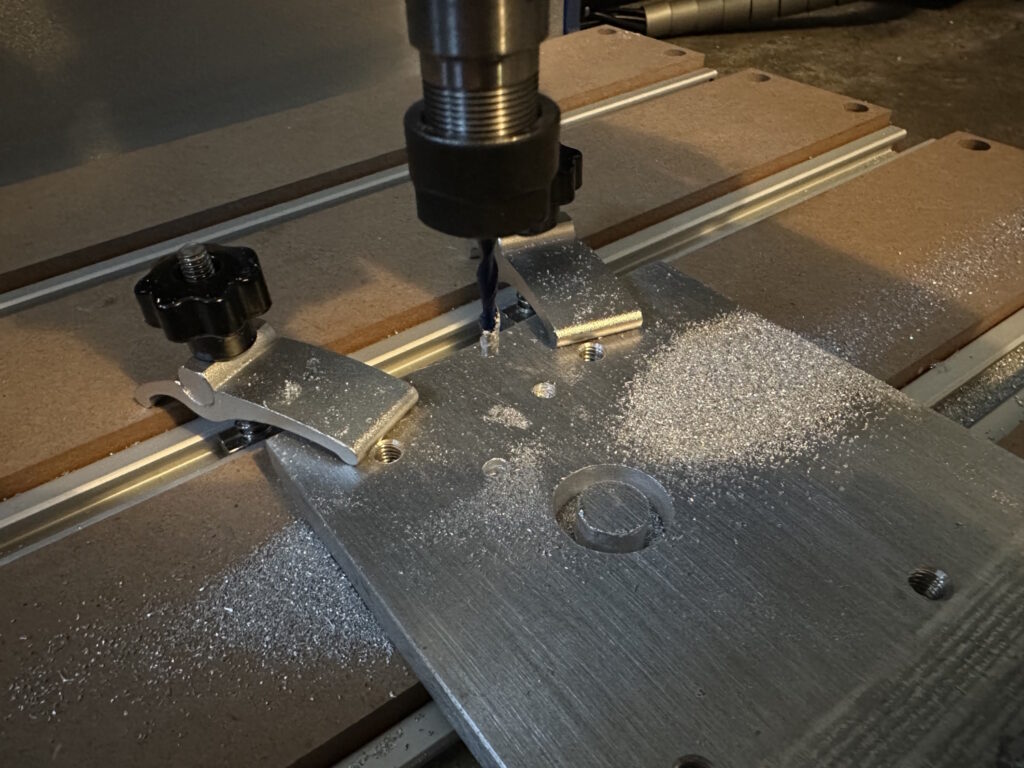
For the Datsun, a different type of gas actuation is needed. A total of 4 deflections are to be switched to a throttle cable. This requires a disc that converts a pulling motion into a rotary motion. This time made in 7075 T6 aluminum, i.e. AlZnMgCu1.5, on the 4030. This alloy is much harder and does not lubricate the milling cutter, the chips also give a better picture:
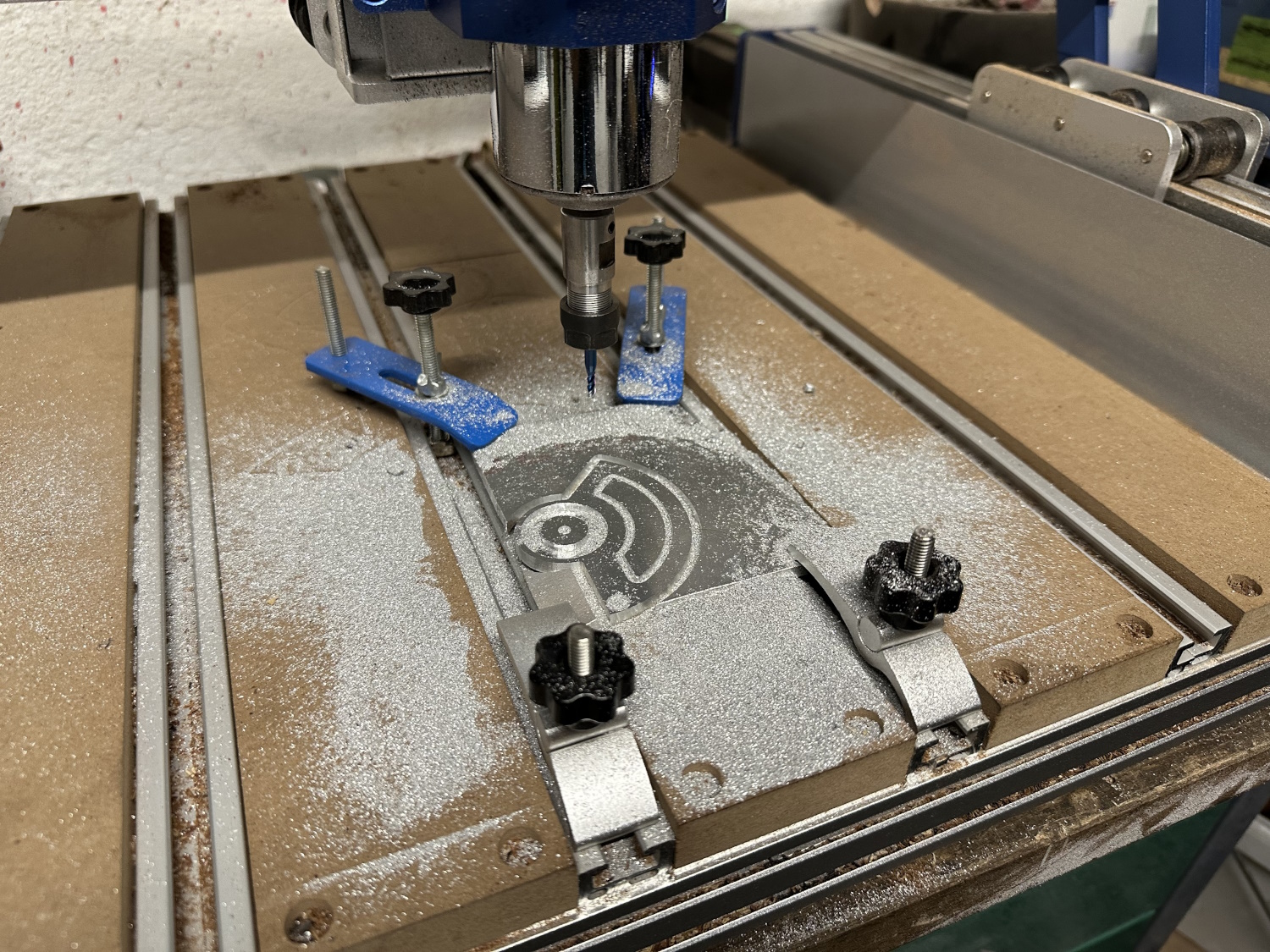

Also with 0.2 mm infeed, the result looks much cleaner, but still no smooth surface in circumference. With Easel as a CAM program, however, a counter-rotating milling direction is selected as standard, which cannot be changed. Synchronization has already improved the result. Also striking are the facets of the bag in the area of the hole. The 3D model probably didn't have enough detail here, so the circle was designed more as a polygon. This surface, on the other hand, looks very clean. The same applies to all Z surfaces. Apparently, the much harder aluminum can be processed a little better. With a single-edged milling cutter and optimized cutting values, even better results are guaranteed to be achieved. The tolerances of 0.05 – 0.1 mm deviation from the 3D model are okay for a hobby milling machine.
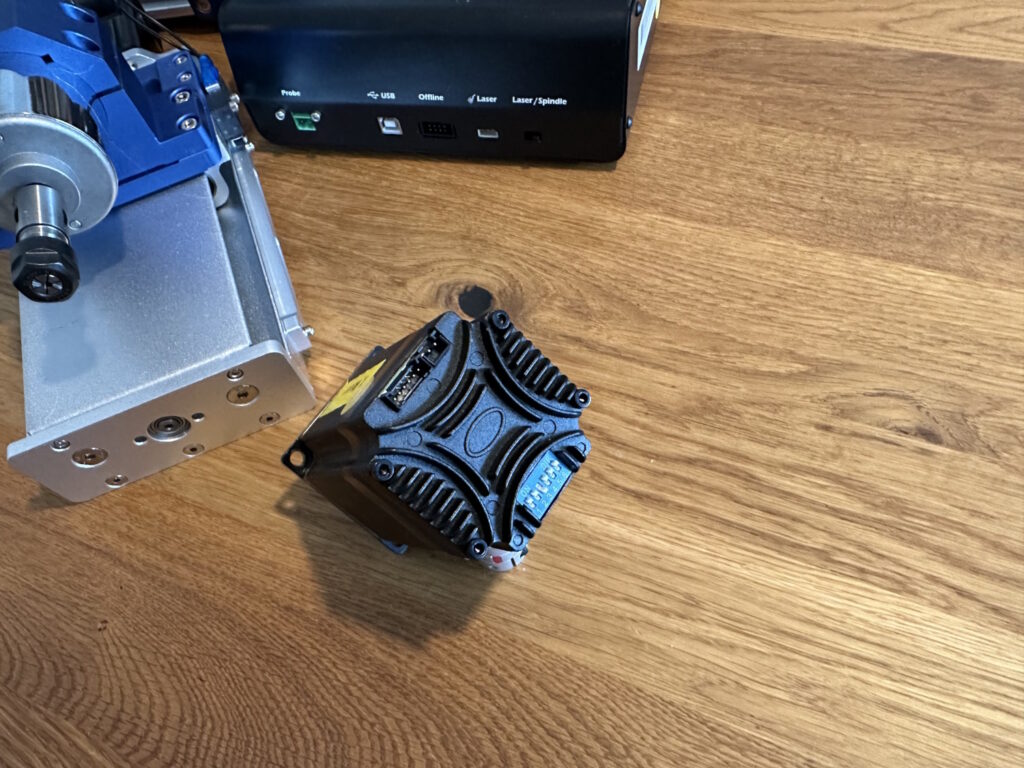
The speed of the spindle cannot be controlled via the software, which seemed to be a disadvantage for me at first. However, the handwheel on the control box can be used to move clamps or measure things during operation. Previously, when pause was pressed in the software, the spindle continued to run at the set speed. Now press pause, reduce the speed to 0 using the handwheel and safe work is possible. Equally helpful are the switches directly on the control box for pause and resume and reset as well as of course the emergency stop. Pause and resume in particular can be operated much faster with a real switch than pressing the buttons with the mouse in the software.
Brass
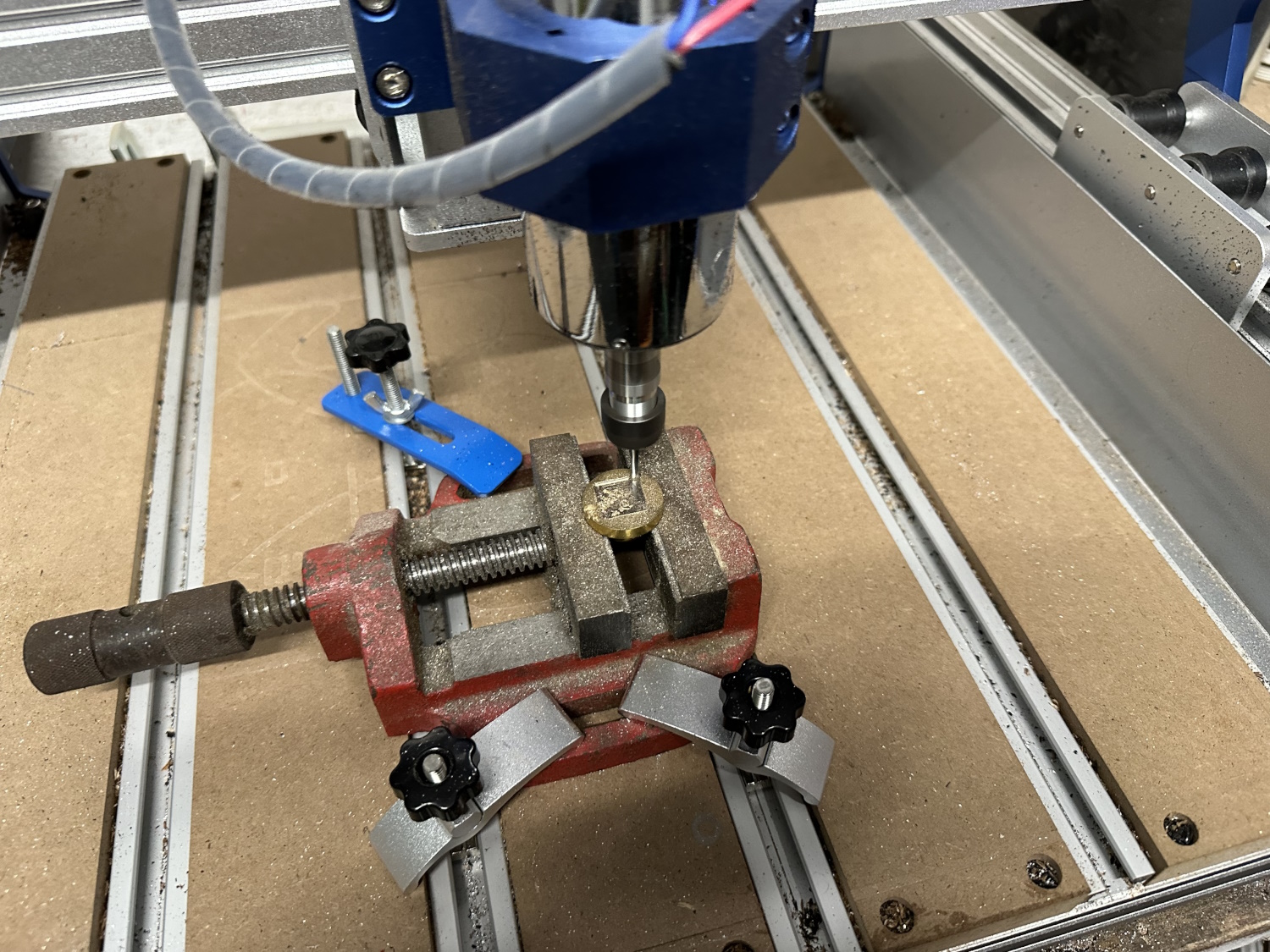
We continued with brass. After some wax seal stamps were created using engraving cutters, unfortunately one design went a bit wrong and was not completely centered. Please overplan:


Overall, the PROVerXL 4030 V2 does its job consistently well. With the X axis, a clacking in the block of the ball screw was noticeable during operation. Increased play or damage was not noticed. Maybe just missing fat - is definitely still to be observed. Compared to the enlarged 3020 Pro Max to the 3040, the comparison is difficult, because between the two models there are about 675€, depending on the offer. In other words, a second 3020 Pro Max – with the same installation space dimensions and similar results after aluminum and woodworking.
What is certain is that the PROVerXL 4030 V2 is more valuable in almost every aspect. For comparison, feel free to take a look at our review of the 3020 Pro Max again. In the following lines, the machine is referenced more often. As an example, limit switches on all axis endpoints, with roller actuation instead of simple sheet metal springs.
The stepper motors with closed control circuit, which will certainly save one or the other project – an effective protection against the use of a new stepper motor. If a command cannot be executed, then the position is not lost and the entire axis system is moved and usually the project is destroyed.
With a classic stepper motor, the commands are only received and tried to implement. It is not checked whether these were really executed correctly. This is simply assumed, so it can happen that the milling machine operates completely differently than the software thinks.
During our tests, the cutter blades were clogged by the aluminum and the motor stopped – no more chips could be produced. Even after such an incident, paused for a short time, cleaned the milling cutter and continued. The positions and areas that had already been milled were hit exactly again. With classic stepper motors, commands would have continued to be sent, but they would not have been implemented in the first place. In the same way, a shift from machine coordinates to real coordinates occurs and the workpiece will usually not get off lightly.
When handling, a handwheel for the axles is sometimes practical to adjust manually. Disadvantage, the position is adjusted without the knowledge of the machine. However, due to the two Y motors and the closed loop stepper motors, this is not possible and is not used on the other two axes. Especially when the machine is switched off and no laptop is within reach, a practical feature of the 3020 Pro Max – this is not a negative point, but worth mentioning.
The spoilboard made of the combination of MDF and T-slot, as in the 4030 PROVer XL V2, is much more versatile than the pure aluminum bed of the 3020 Pro Max. The 4030 PROVer XL V2 makes an impression in the rapid traverse at 5000 mm/min, the 3020 can of course pack in with its 2000 mm/min, although in the standard configuration only 1000 mm/min is stored on the 3020 Pro Max. However, these speeds are not reached in the normal milling process, so that the 2000 mm/min is sufficient for many projects. However, large projects have a time advantage if they can be run with increased feeds and rapid traverses.
Cleaning is much faster on the PROVerXL 4030 V2 thanks to the modified movement system with the moving XZ bridge and the shielding plates on all axles. Thanks to the drag chains, all cables are laid more cleanly. Overall, it leaves a completely different impression than the classic Desktop 3020 Pro Max due to the workmanship in full metal construction, the matte, blue anodized components and many milled components as well as the mostly hidden mechanics.
For the 4030 PROVer XL V2, however, the journey is only just beginning. The included spindle is sufficient for the beginning, the included 65 mm holder or the optionally available 69 mm holder directly cries out for an upgrade to a VFD controlled spindle or router motor. Due to standing times and volume, I would definitely recommend the former. Ideally, the rollers would later be replaced by a linear guide system, which would further increase stability.
Result
The Genmitsu PROVerXL 4030 V2 from Sainsmart delivered after a few tests in hardwood, aluminum and brass and made you want more. Ball screws in all axes paired with stepper motors that have a closed control circuit make a desktop hobby milling machine sit up and take notice. In the SainSmart Shop 1300€ are called up – I hope there will be an upgrade to linear guides later, because the only limping foot are the plastic roller guides for X and Y (Z with round rod guide). Maybe you have to build an upgrade kit yourself. Aluminum processing is not a problem, so why shouldn't it be possible. We already have the first functional parts in the model airplane and for the classic car in use.
For the beginner, I recommend the 3020 Pro Max V2, if the installation space is necessary, with expansion to 3040. However, the upgrade path is not as extensive as with the PROVerXL 4030 V2.
The PROVerXL 4030 V2 is more valuable overall and takes a step towards advanced hobby users, with first production work. Due to the built-in components, it gives the impression of being better able to cope with continuous use, but only time will tell. Topic of wear and tear of the rollers, for example. Therefore, it is more of a recommendation for users who have already dealt with the subject matter and are now looking for a machine with a longer life cycle. Upgrades to 616 x 603 mm or even 1318 x 1311 mm are already available, stronger spindles and better tools certainly enable much better results on this basis than we have shown here. With a feed rate of 5000 mm/min, which can also be tuned without hesitation (because of the Cloosed Loop Steppers), even the laser upgrade on a CNC makes sense. Normally, CNC milling machines with laser modules are always at a speed disadvantage, but for a 5 W module the 5000 mm/min is perfect.





